
Jazyk

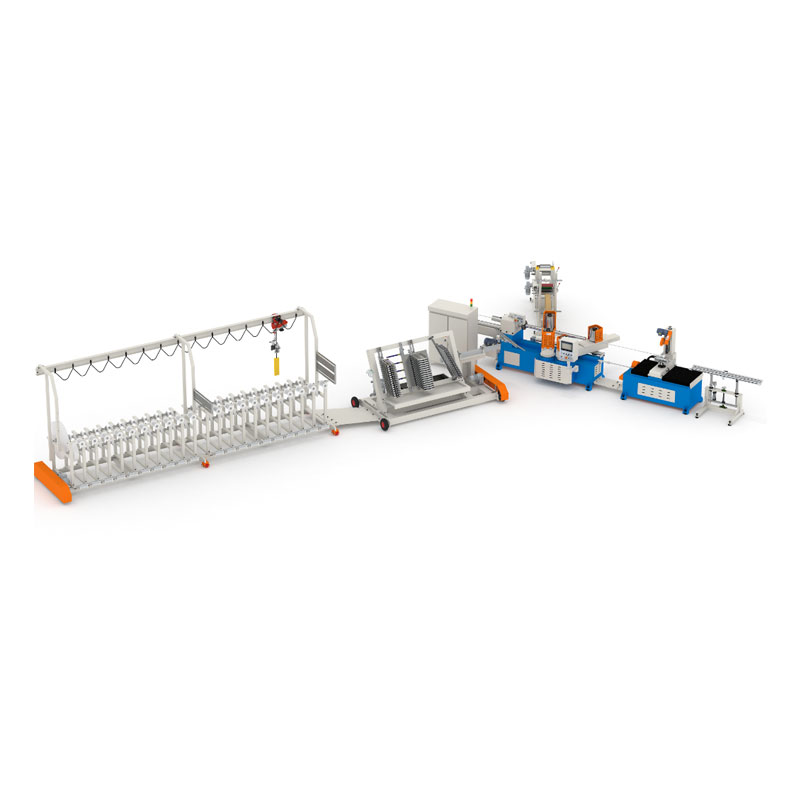
Papierové tuby vyzerajú jednoducho, ale každý, kto ich kupuje alebo vyrába, pozná tie bolesti hlavy: sťažnosti na delamináciu, nerovnomernú hrúbku steny, neporiadok v lepidle, neostré okraje, teleskopické ohyby, slabé zaoblenie a neustále prestoje v dôsledku výmeny čepele alebo zlého podávania papiera. Tento článok rozoberá, čo v skutočnosti spôsobuje tieto problémy a ako aStroj na papierové rúrkymožno konfigurovať, prevádzkovať a udržiavať tak, aby poskytovali stabilnú kvalitu v rozsahu. Získate praktický kontrolný zoznam pri nákupe, výrobný pracovný postup, ktorý predchádza bežným chybám, tabuľku s porovnaním možností stroja, rutinu kontroly kvality, ktorej zákazníci dôverujú, a sprievodcu riešením problémov, ktorý môžu operátori použiť priamo na podlahe.
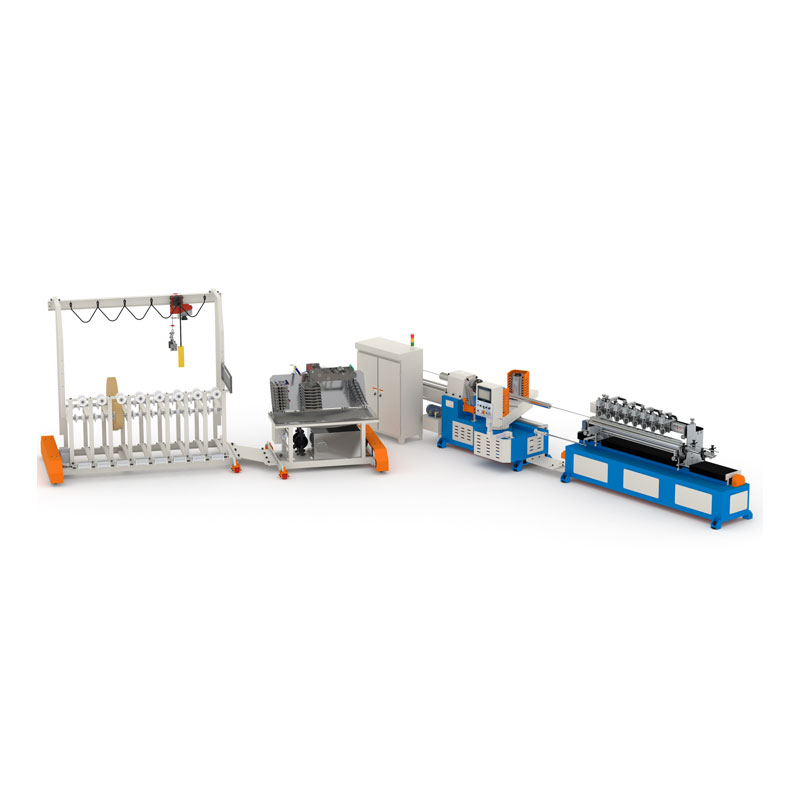
Keď kupujúci povie „vaše trubice sú nekonzistentné“, zvyčajne to znamená jeden z týchto špecifických problémov. Dobre nakonfigurovanýStroj na papierové rúrkyby im mali zabrániť pri zdroji – nie triedením zlých elektrónok po tom, čo sú už vyrobené.
Ak získavate rúrky na balenie, štítky, fólie, textílie, papierne alebo na použitie v stavebníctve, vašich zákazníkov zaujímajú rovnaké dve veci:opakovateľnosťačisté okraje. Všetko vo vašom procese by malo brániť tieto výsledky.
Rúrkové vedenie je systém. Ak sa sústredíte iba na „rýchlosť stroja“, skončíte s produkciou odpadu rýchlejšie. Tu je pracovný postup, ktorý by ste mali vyhodnotiť krok za krokom:
Ak vaše súčasné trubice zlyhajú „náhodne“, príčina je zriedka náhodná. Zvyčajne ide o posun v ťahu, viskozite lepidla alebo opotrebení tŕňa, ktoré nikto nemeral, kým sa zákazníci nesťažovali.
Nie každá aplikácia rúr vyžaduje rovnakú konštrukčnú metódu. Pomocou tabuľky nižšie môžete prispôsobiť štýl stroja požiadavkám produktu.
| Typ stroja/procesu | Najlepšie pre | Silné stránky | Pozor Outs |
|---|---|---|---|
| Špirálové navíjanie | Všeobecné obalové tuby, textilné jadrá, etiketové jadrá, ochranné tuby | Vysoká účinnosť, flexibilné veľkosti, stabilný výkon pri kontrolovanom napätí | Vyžaduje dobrú stabilitu v ťahu/lepidle, aby sa zabránilo delaminácii a oválnosti |
| Konvolutové navíjanie | Vysoko presné rúry, hrubšie steny, aplikácie vyžadujúce užšiu toleranciu | Vynikajúci kruhový potenciál, silná štruktúra, čisté rozloženie vrstiev | Vyššia citlivosť nastavenia; šírka papiera a zarovnanie musia byť konzistentné |
| Manuálna / vstupná linka | Malé série, testovanie nových trubicových produktov, obmedzený rozpočet | Nižšie počiatočné náklady, jednoduché školenie | Výstup do značnej miery závisí od zručností operátora; ťažšie udržať konzistenciu |
| Poloautomatická linka | Rastúce továrne, ktoré potrebujú stabilný výkon bez nákladov na úplnú automatizáciu | Vyvážená produktivita, stabilnejšia kontrola kľúčových krokov | Stále potrebuje štandardné prevádzkové postupy, aby sa zabránilo posunu tuhnutia |
| Linka s vysokou automatizáciou | Veľké objednávky, úzke dodacie lehoty, zákazníci s prísnou kontrolou kvality | Opakovateľnosť, nižšia pracovná závislosť, lepšie škálovanie | Vyžaduje disciplinovanú údržbu a plánovanie náhradných dielov |
„Najlepšia“ možnosť je tá, ktorá zodpovedá vašej tolerancii rúr, rozsahu priemerov, hrúbke steny a očakávaniam zákazníka – nie tá, ktorá má v brožúre najvyššie číslo rýchlosti.
Ak sa chcete vyhnúť výčitkám kupujúceho, pred porovnaním cenových ponúk uzamknite svoje požiadavky. Tu je praktický kontrolný zoznam:
Tip pre profesionálov: Položte si túto nepríjemnú otázku –"Čo sa stane, ak môj najlepší operátor skončí?"Ak sa vaša kvalita zrúti, ešte nemáte proces; máš osobu. Správne špecifikovanýStroj na papierové rúrkya zdokumentované nastavenia toto riziko znižujú.
Na získanie dôvery nepotrebujete zložité laboratórium. Potrebujete konzistentnosť a sledovateľnosť. Použite jednoduchú rutinu, ktorú môžu operátori skutočne dodržiavať:
Najsilnejším vylepšením je sledovaniešrotové dôvody. Ak je „džem na kŕmenie“ hlavným ťahúňom odpadu, nekupujte rýchlejšie vybavenie – najskôr opravte stabilitu podávania a zaškolte sa.
Továrne často naháňajú rýchlosť a potom sú potrestané šrotom, nadčasmi a nahnevanými zákazníkmi. Lepším plánom je navrhnúť stabilný výstup:
Keď plánujete výstup, zahrňte skryté časové záchyty: manipuláciu so spojmi, čistenie lepidla, výmeny čepelí a zmeny veľkosti. Trochu pomalšia linka s menším počtom zastávok môže prekonať rýchlejšiu linku, ktorá neustále narúša rytmus.
Väčšina „záhadných problémov“ potrubia sú skryté problémy s údržbou. Chráňte dobu prevádzky pomocou návykov, ktoré sú nudné, ale ziskové:
Jeden podceňovaný tip: zaobchádzajte s lepidlom ako s kontrolovaným materiálom, nie so zásobou „čokoľvek je dostupné“. Stabilná viskozita a čistá aplikácia robia viac pre kvalitu trubice ako mnohé drahé upgrady.
A Stroj na papierové rúrkynejde o jednorazový nákup. Ide o dlhodobý výrobný vzťah. Dodávateľ, ktorého si vyberiete, by mal byť schopný vysvetliť nastavenia, odstraňovať chyby a pomôcť vám štandardizovať výstup – nielen dodať vybavenie.
Ak hodnotíte dodávateľov, hľadajte:
Pre tímy, ktoré chcú štruktúrovanejší prístup – najmä pri škálovaní kapacity –Wenzhou Feihua Printing Machinery Co., Ltd.sa často hodnotí ako možnosť dodávateľa, pretože mnohí kupujúci chcú nielen vybavenie, ale aj praktické prevádzkové pokyny a stabilné výrobné postupy, ktoré znižujú závislosť od „hrdinských operátorov“.
Ak vaše súčasné trubice trpia nekonzistentným lepením, chaotickými okrajmi alebo prestojmi, ktoré narúšajú dodávku, oprava len zriedka „beží rýchlejšie“. Skutočným riešením je zodpovedajúce správneStroj na papierové rúrkykonfiguráciu podľa špecifikácií vašej elektrónky a následne vytvorenie opakovateľného procesu, ktorý udrží kvalitu stabilnú aj pri zmene zmien.
Ste pripravení diskutovať o svojom rozsahu veľkostí rúr, cieľovej tolerancii a výrobných cieľoch? Natiahnite ruku akontaktujte náspreskúmať praktický plán stroja a procesu, ktorý vyhovuje vašej továrni – nielen všeobecnú cenovú ponuku.











